
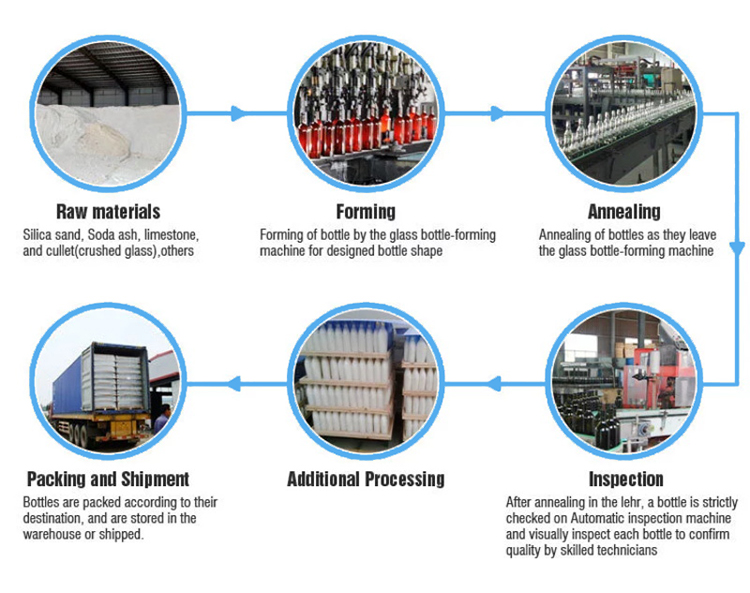
Склобой:Шкляныя бутэлькі і слоікі зроблены з трох прыродных інгрэдыентаў: кварцавага пяску, газіроўкі і вапняку.Матэрыялы змешваюцца з перапрацаваным шклом, якое называецца «стеклобой».Склобой з'яўляецца асноўным інгрэдыентам шкляных бутэлек і кантэйнераў.Ва ўсім свеце наша шкляная тара змяшчае ў сярэднім 38% перапрацаванага шкла.Сыравіну (кварцавы пясок, кальцыніраваная сода, вапняк, палявы шпат і інш.) здрабняюць, вільготную сыравіну падлягаюць сушцы, а жалезазмяшчальную сыравіну апрацоўваюць з выдаленнем жалеза для забеспячэння якасці шкла.
Печ:Замесная сумесь накіроўваецца ў печ, печ награваецца газам і электрычнасцю прыкладна да 1550 градусаў па Цэльсіі для стварэння расплаўленага шкла.Печ працуе 24 гадзіны ў суткі, сем дзён на тыдзень і можа апрацоўваць некалькі сотняў тон шкла кожны дзень.
Перапрацоўшчык:Калі расплаўленая шкляная сумесь выходзіць з печы, яна цячэ ў рафінатор, які, па сутнасці, уяўляе сабой ёмістасць, пакрытую вялікай каронай для ўтрымання цяпла.Тут расплаўленае шкло астывае прыкладна да 1250 градусаў па Цэльсіі, і бурбалкі паветра, якія знаходзяцца ўнутры, выходзяць.
Перадпачатак:Затым расплаўленае шкло накіроўваецца ў перадавік, які даводзіць тэмпературу шкла да аднастайнага ўзроўню перад тым, як паступіць у кармушку.У канцы кармушкі нажніцы разразаюць расплаўленае шкло на «гурбы», і кожная кавалачак стане шкляной бутэлькай або слоікам.
Фармовачная машына:Канчатковы прадукт пачынае набываць форму ўнутры фармовачнай машыны, калі кожны кусок апускаецца ў шэраг формаў.Сціснутае паветра выкарыстоўваецца для фарміравання і пашырэння гоба ў шкляны кантэйнер.Шкло працягвае астуджацца ў кропцы вытворчага працэсу, апускаючыся прыкладна да 700 градусаў па Цэльсіі.
Адпал:Пасля фармовачнай машыны кожная шкляная бутэлька або банка праходзіць этап адпалу.Адпал неабходны, таму што вонкавы бок ёмістасці астывае хутчэй, чым унутры.У працэсе адпалу ёмістасць паўторна награваецца, а затым паступова астуджаецца, каб зняць напружанне і ўмацаваць шкло.Шкляную тару награваюць прыкладна да 565 градусаў Цэльсія, а затым павольна астуджаюць да 150 градусаў Цэльсія.Затым шкляныя бутэлькі і банкі накіроўваюцца да канчатковага нанясення пакрыцця для канчатковага вонкавага пакрыцця.
Праверка шкляных бутэлек і слоікаў:Кожная шкляная бутэлька і слоік праходзіць шэраг праверак, каб пераканацца, што яна адпавядае самым высокім стандартам.Некалькі камер высокага раздзялення ўнутры машын скануюць да 800 шкляных бутэлек кожную хвіліну.Камеры размяшчаюцца пад рознымі вугламі і могуць фіксаваць дробныя дэфекты.Іншая частка працэсаў інспекцыі ўключае ў сябе машыны, якія аказваюць ціск на шкляныя кантэйнеры, каб праверыць таўшчыню сценкі, трываласць і правільнасць герметызацыі ёмістасці.Эксперты таксама ўручную і візуальна правяраюць выпадковыя ўзоры для забеспячэння якасці.


Калі шкляная бутэлька або шкляны слоік не праходзяць праверку, яны вяртаюцца ў працэс вытворчасці шкла ў якасці стеклобоя.Кантэйнеры, якія праходзяць праверку, рыхтуюцца да транспарціроўківытворцам прадуктаў харчавання і напояў,якія напаўняюць іх, а затым раздаюць у прадуктовыя крамы, рэстараны, гасцініцы і іншыя гандлёвыя месцы, каб пакупнікі і кліенты маглі атрымліваць асалоду ад.
Шкло можна перапрацоўваць бясконца, а перапрацаваны шкляны кантэйнер можа перайсці з кошыка на паліцу ўсяго за 30 дзён.Такім чынам, як толькі спажыўцы і рэстараны перапрацоўваюць свае шкляныя бутэлькі і слоікі, цыкл вытворчасці шкла пачынаецца зноў.
Шкляная бутэлька - гэта асноўны ўпаковачны кантэйнер для харчовай, медыцыны і хімічнай прамысловасці.Ён мае шмат пераваг, ён нетоксичный, безгустоўны, яго добрая хімічная стабільнасць, лёгкая герметычнасць, добрая герметычнасць, гэта празрысты матэрыял і яго можна назіраць з вонкавага боку ўпакоўкі да рэальнага становішча адзення .Такая ўпакоўка карысная для захоўвання тавараў, яна мае вельмі добрыя характарыстыкі пры захоўванні, яе паверхня гладкая, лёгка дэзінфікуецца і стэрылізуецца, і гэта ідэальная ўпаковачная ёмістасць.
Шкло, якое практычна не мае колеру, называецца бескаляровым шклом.Бескаляровы з'яўляецца пераважным тэрмінам замест слова ясна.Празрыстасць мае на ўвазе іншае значэнне: празрыстасць шкла, а не яго колер.Правільнае выкарыстанне слова ясна будзе ў фразе «чыстая зялёная бутэлька».
Шкло колеру аквамарын - гэта натуральны вынік жалеза, які сустракаецца ў прыродзе ў большасці пяскоў, або праз даданне жалеза ў сумесь.Памяншаючы або павялічваючы колькасць кіслароду ў полымі, які выкарыстоўваецца для плавлення пяску, вытворцы могуць вырабляць больш блакітнавата-зялёны або больш зялёны колер.
Непразрыстае белае шкло звычайна называюць малочным шклом, а часам - апалам або белым шклом.Яго можна атрымаць шляхам дадання волава, аксіду цынку, фтарыдаў, фасфатаў або кальцыя.
Зялёнае шкло можа быць атрымана шляхам дадання жалеза, хрому і медзі.Аксід хрому будзе вырабляць ад жаўтлява-зялёнага да смарагдава-зялёнага.Спалучэнне кобальту (сіняга), змешанага з хромам (зялёным), дасць блакітна-зялёнае шкло.
Бурштынавае шкло вырабляецца з прыродных прымешак у пяску, такіх як жалеза і марганец.Дабаўкі, якія робяць бурштын, уключаюць нікель, серу і вуглярод.
Сіняе шкло афарбоўваецца такімі інгрэдыентамі, як аксід кобальту і медзь.
Фіялетавы, аметыставы і чырвоны колеры шкла, якія звычайна атрымліваюцца ад выкарыстання аксідаў нікеля або марганца.
Чорнае шкло звычайна вырабляецца з высокай канцэнтрацыі жалеза, але можа ўключаць і іншыя рэчывы, такія як вуглярод, медзь з жалезам і магнезію.
Незалежна ад таго, будзе партыя празрыстага або каляровага шкла, аб'яднаныя інгрэдыенты вядомыя як сумесь замесу і транспартуюць у печ і награваюць да тэмпературы каля 1565°C або 2850°F.Пасля расплаўлення і злучэння расплаўленае шкло праходзіць праз рафінатор, дзе даюць магчымасць выйсці захопленым бурбалкам паветра, а затым яно астуджаецца да аднастайнай, але яшчэ прыдатнай для фарміравання тэмпературы.Затым фідэр праштурхоўвае вадкае шкло з пастаяннай хуткасцю праз адтуліны дакладнага памеру ў тэрмаўстойлівым штампоўцы.Нарэзныя ляза разразаюць расплаўленае шкло ў дакладны момант, ствараючы падоўжаныя цыліндры, якія называюцца шкла.Гэтыя кавалачкі ўяўляюць сабой асобныя кавалкі, гатовыя да фарміравання.Яны трапляюць у фармовачную машыну, дзе з выкарыстаннем сціснутага паветра для пашырэння для запаўнення штампоўкі патрэбнай канчатковай формы ператвараюцца ў кантэйнеры.
Час публікацыі: 07.09.2021